Průvodce vývojem krystalizace
Výsev v procesu krystalizace
Techniky pro zdokonalené krystalizační procesy
Výsev je jednou z nejpřímějších metod používaných k řízení přesycení. Během výsevu se k přesycení přidá malá hmota krystalů, aby:
- Začněte krystalizaci na požadované úrovni přesycení
- Zajistěte dostatečnou povrchovou plochu, aby bylo zajištěno kontrolované spotřebování přesycení
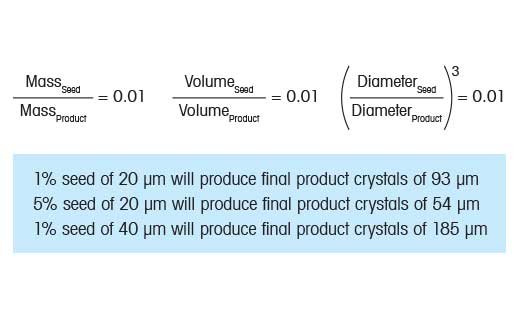
Volba správného naplnění semene (hmotnosti) a velikosti semene může pomoci vytvořit konečný krystalický produkt určité velikosti. Pokud vezmeme v úvahu teoretický krystalizační systém, kde dochází pouze k růstu a krystaly jsou kulovité, je možné vyvinout jednoduchý model, kde lze konečnou velikost krystalu předpovědět jednoduše na základě počáteční velikosti semene a zatížení (vpravo). Uvažujme případ, kdy zasejeme krystalizaci s 1 % semene. V tomto případě je 1 % jednoduše poměr hmotnosti semene ke konečné předpokládané hmotnosti produktu. Vzhledem k tomu, že semeno a konečný produkt mají stejnou hustotu, je snadné převést hmotnostní poměr na objemový poměr. Dalším logickým krokem je pak převod objemového poměru na poměr průměru.

Velikost a tvar krystalu
Dendritický růst
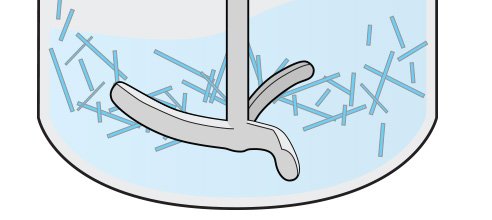
Zatímco tento jednoduchý model je užitečný pro demonstraci toho, jak velikost semen a zatížení ovlivňují konečnou distribuci velikosti krystalů, tyto předpoklady nejsou běžně pozorovány v reálných systémech. Krystaly jsou zřídka kulovité, což znamená, že k předpovědi velikosti jehliček jsou zapotřebí složitější modely. Krystalizační procesy jsou zřídka, pokud vůbec, zcela dominovány růstem. K určitému stupni nukleace a opotřebování téměř vždy dochází, aby se vyvinula účinná nasetá krystalizace. Jak ukazuje tento příklad, mikroskopie v reálném čase nabízí jedinečnou příležitost k lepšímu pochopení výsevních událostí. Na obrázcích vpravo je proces výsevu pozorován přímo během organické krystalizace pomocí mikroskopie v reálném čase. Po přidání zárodečných krystalů do přesyceného roztoku (a) je zřejmé, že dochází k povrchové nukleaci na zárodečných krystalech (b). V průběhu času dochází k dendritickému růstu s malými krystalovými "větvemi" vyrůstajícími ortogonálně ze zárodečného krystalu (c). Po třiceti minutách je přítomno bimodální rozložení velikosti a tvaru, což naznačuje, že konečný krystalický produkt se může špatně filtrovat a schnout (d).

Aplikace výsevní techniky v krystalizaci
Vizualizace výsevních mechanismů
Znalosti procesů lze snadno získat vizualizací mechanismů výsevu během vývoje krystalizace.
Volba výsevní teploty
Vliv na kinetiku krystalizace
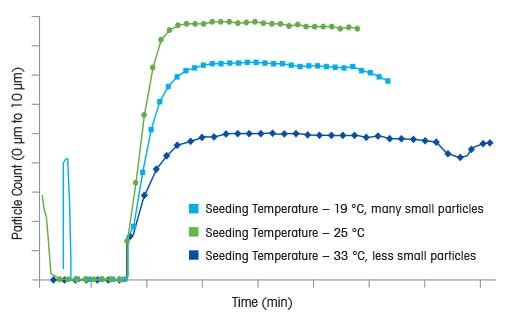
Úroveň přesycení, při které bude osivo přidáno, je další kritickou proměnnou, kterou je třeba vzít v úvahu při navrhování procesu krystalizace semene. Při chladnoucí krystalizaci by to mohlo být označováno jako "teplota výsevu", ale ve skutečnosti se uvažuje o úrovni přesycení. Výsev při vysokých úrovních přesycení může mít za následek nadměrnou sekundární nukleaci, což činí samotný proces výsevu zbytečným, pokud není cílem distribuce velikosti jemných krystalů. Pokud je žádoucí růst krystalů, pak může být moudrou volbou výsev blíže ke křivce rozpustnosti při nižším přesycení. Tento přístup je znázorněn v grafu vpravo, kde jsou porovnány tři krystalizační procesy pomocí technologie ParticleTrack s technologií FBRM při třech různých výsevních teplotách. Porovnáním počtu částic mezi 0 μm a 10 μm pro každou krystalizaci je možné porovnat relativní rychlosti nukleace při různých teplotách výsevu. Nejnižší výsevní teplota (nejvyšší přesycení) má za následek nejvyšší stupeň nukleace a jemných krystalů na konci procesu.
Disperze semen
Sledování velikosti a počtu semen v průběhu času
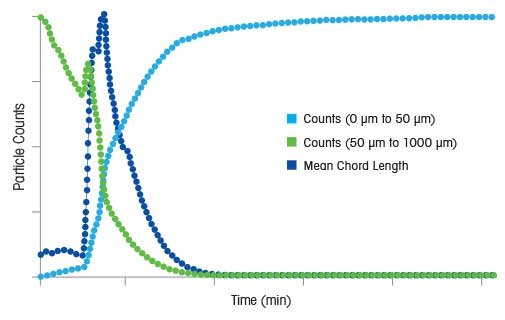
Při setí je dalším důležitým faktorem, který je třeba vzít v úvahu, že během přípravy a skladování se mohou semenné krystaly slepit a vytvořit agregáty. Po výsevu je často vyžadována izotermická prodleva, aby se zajistilo, že zárodečné krystaly budou schopny se plně rozptýlit a že bude k dispozici celá plocha povrchu pro krystalizaci. Takové izotermické podržení může také pomoci semenným krystalům růst a zvětšit povrchovou plochu dostupnou pro růst. V příkladu vpravo je trend procesu ParticleTrack, který popisuje proces krystalizace, při kterém trvá čtyři hodiny, než se semena plně rozptýlí. Tento příklad spolu s dalšími výše uvedenými příklady naznačují, že pečlivá charakterizace procesu setí z hlediska řady kritických proměnných procesu je životně důležitá pro zajištění konzistence a kvality produktu.

Výsev krystalizačního procesu
Přestože se krystalizace v průběhu let zlepšila, krok setí stále představuje výzvy. Tento článek se zabývá tím, jak navrhnout strategii setí a jaké parametry je třeba vzít v úvahu při implementaci protokolu seeing.
Technologie pro monitorování, optimalizaci a řízení
Provoz krystalizačních jednotek nabízí jedinečnou příležitost zaměřit se a řídit optimalizovanou velikost a distribuci tvaru krystalů za účelem:
- Zkraťte dobu filtrace a sušení
- Vyhněte se problémům se skladováním, přepravou a trvanlivostí
- Zajistěte konzistentní a opakovatelný proces při nižších nákladech
Aplikace
Návrh výsevního protokolu pro lepší konzistenci šarží







 Determination")







Publikace ke stažení
Návrh výsevního protokolu pro lepší konzistenci šarží
Bílé knihy
Výsev je klíčovým krokem při optimalizaci procesu krystalizace, který zajišťuje konzistentní rychlost filtrace, výtěžek, polymorfní formu a distribuci...
Dynamické mechanismy představují klíč k pochopení krystalizačních procesů. Nyní je lze pozorovat pomocí in situ mikroskopie. V naší nové Bílé knize se...
This white paper introduces you to the fundamentals of crystallization process development and provides guidance for the design of a high quality crys...
Tato bílá kniha je věnována strategiím optimalizace distribuce velikosti krystalů při vývoji procesů a výrobě.
Průmyslová krystalizace je důležitý separační a čisticí krok v chemickém průmyslu. Bílá kniha je věnována možnostem využití technologie in-line měření...
Scale-up of crystallization is notoriously complicated and companies are under pressure to develop scalable crystallization processes faster - at lowe...
This white paper demonstrates the methodology chemists use to optimize critical crystallization parameters such as temperature profile, addition rates...
Tato bílá kniha pojednává o analýze velikosti částic a porovnává tradiční offline metody s novějšími technikami během procesu. Vnitropodnikové metody...
Webináře
Eric Fang of Snapdragon discusses how continuous flow chemistry is applicable across the entire value chain. Early implementation of continuous flow...
This webinar introduces case studies and highlights best practices used to overcome crystallization and precipitation challenges. The focus will be on...
The webinar focuses on a semi-quantitative method for the optimization and scale-up of hydrodynamically limited anti-solvent crystallization process....
This webinar introduces case studies and highlights best practices used to overcome crystallization and precipitation challenges. The focus will be on...
Citace
Crystallization and precipitation citation list and publications
Podobné produkty
Technologie pro návrh krystalizačního výsevního protokolu pro konzistenci šarže

Analyzátory velikosti částic
Pochopte, optimalizujte a kontrolujte částice a kapičky v reálném čase pomocí inline analyzátorů velikosti částic.

Reakční kalorimetry
Reakční kalorimetry měří množství energie uvolněné nebo absorbované chemickou nebo fyzikální reakcí při chemickém a farmaceutickém vývoji.

ReactIR
In-situ FTIR spektrometry umožňují vědcům získat přehled o jejich reakcích a procesech v široké škále aplikací. Optimalizujte reakční veličiny pomocí inline nástrojů FTIR.