
Guide till kristallisationsutveckling
Överväga processskala
Påverkan av blandningsförhållanden
Att ändra skalan eller blandningsförhållandena i en kristallisator kan direkt påverka kristallisationsprocessens kinetik och den slutliga kristallstorleken. Värme- och massöverföringseffekter är viktiga att ta hänsyn till för kyl- respektive antilösningsmedelssystem, där temperatur- eller koncentrationsgradienter kan ge inhomogenitet i den rådande övermättnadsnivån. Detta resulterar ofta i fickor med mycket hög övermättnad nära kärlets väggar för en kylande kristallisation, eller vid tillsatsplatsen för anti-lösningsmedel (och även reaktiva) kristalliseringar.

Jämföra blandning i olika skalor
Fickor med hög övermättnad kan orsaka mycket hög kärnbildning och tillväxthastigheter i vissa regioner av en storskalig kristallisator, vilket innebär att den slutliga kristallstorleksfördelningen kan variera dramatiskt från den som uppnås i en bättre blandad miljö i laboratoriet under utvecklingen. Som framgår av grafen till höger resulterar en förändring från en 500 ml reaktor till en 2 l reaktor för samma kristallisationsprocess i oväntade kärnbildningshändelser som kännetecknas av ParticleTrack. Dessutom är antalet finmaterial som genereras i hela batchen betydligt högre.

Repeterbarhet för kristallisation
Varierande nukleationskinetik
Effekten av lokal övermättnadsuppbyggnad på kristallisation visas här, där repeterbarheten av kärnbildningspunkten för en osådd kristallisation visas för ett anti-lösningsmedelskristallisationssystem. För denna process (till höger), när anti-lösningsmedel tillsätts ovanför vätskeytan och nära reaktorns vägg, särskilt vid högre tillsatshastigheter, är kärnbildningspunkten extremt inkonsekvent, med breda felstaplar som visas för dessa experiment som utfördes i tre exemplar (D. O'Grady, M. Barrett, E. Casey och B. Glennon. (2007) Effekten av blandning på den metastabila zonbredden och kärnbildningskinetiken i anti-lösningsmedelskristallisationen av bensoesyra. Kemiteknisk forskning och design, 85, 945 – 952). Dessutom, när man tillsätter anti-lösningsmedel över ytan och vid kristallisatorns vägg, sker kärnbildning konsekvent tidigare, vid lägre anti-lösningsmedelskoncentrationer. Anledningen till dessa två oroande resultat är att när anti-lösningsmedel tillsätts nära väggen, gör blandningsförhållandena i kristallisatorn det svårt för anti-lösningsmedlet att inkorporeras lätt, och övermättnad byggs upp vid matningsplatsen.
Inkorporering av lösningsmedel
Effekten på kristallisationskinetiken
Anledningen till denna dramatiska skillnad i konsistens beror på hur anti-lösningsmedel inkorporeras i kärlet. Den här videon (till vänster) visar CFD-spårämnesexperiment (Computational Fluid Dynamics), för båda additionsplatserna som visas ovan (mitten och väggen). När antilösningsmedel tillsätts ovanför ytan och nära väggen är det svårt att effektivt införliva vätskan i bulklösningen. När antilösningsmedel tillsätts närmare pumphjulet sker inkorporering av antilösningsmedlet omedelbart. För detta kristallisationssystem orsakar denna skillnad i inkorporering av anti-lösningsmedel - och den associerade skillnaden i homogeniteten av övermättnad genom kärlet - signifikanta skillnader i kärnbildningen och konsistensen i kristallisationsprocessen.
Effekt av blandning på brott
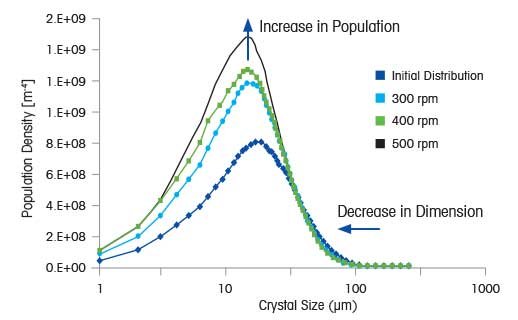
Skjuvhastigheter
Förutom massöverföringseffekter kan skjuvhastigheten i en kristallisator ha en fysisk inverkan på kristallerna genom brott. Kristallbrott är en funktion av koncentrationen av fasta ämnen i systemet samt skjuvhastigheten. I takt med att skalan och blandningsförhållandena förändras kan koncentrationen av fasta ämnen och skjuvhastighetsgradienter bli viktiga, vilket innebär att mer eller mindre brott kan inträffa när en kristallisationsprocess skalas upp. I det här exemplet (till höger) visas ackordlängdsfördelningarna som förvärvats med hjälp av FBRM-teknik (ParticleTrack) för en kontinuerlig kristallisationsprocess för tre olika omrörningsintensiteter (E. Kougoulos, A.G. Jones och M.W. Wood-Kaczmar (2005) Estimation of Crystallization Kinetics for an Organic Fine Chemical Using a Modified Continuous Cooling Mixed Suspension Mixed Product Removal (MSMPR) Crystallizer, Journal of Crystal Growth, Volym 273, nummer 3 – 4, 3 januari 2005, sidorna 520 – 528). När omrörning och den tillhörande skjuvhastigheten ökar, förskjuts fördelningarna åt vänster med en ökning av antalet fina kristaller, vilket indikerar kristallbrott. Det här resultatet är vanligt. Ett sådant beteende är dock svårt att förutsäga när volymen ändras, eftersom omrörningsintensitet inte är en skalbar parameter.

Partikelstorleksanalys för processoptimering
I det här dokumentet diskuteras vanliga tekniker för analys av partikelstorlek och hur de används för att leverera partiklar av hög kvalitet. Exempel på detta är användningen av offline-partikelstorleksanalysatorer i kombination med verktyg för partikelkarakterisering i processen för att optimera processer.
Teknik för att övervaka, optimera och kontrollera
Kristallisationsenhetsoperationer erbjuder en unik möjlighet att rikta in sig på och kontrollera en optimerad kristallstorlek och formfördelning för att:
- Minska filtrerings- och torktider
- Undvik problem med förvaring, transport och hållbarhet
- Säkerställ en konsekvent och repeterbar process till lägre kostnader
Applikationer
Applikationer för att optimera kristallstorlek och form med temperaturkontroll

Supersaturation Control Optimizes Crystal Size and Shape
Crystallization kinetics are characterized in terms of two dominant processes, nucleation kinetics and growth kinetics, occurring during crystallization from solution. Nucleation kinetics describe the rate of formation of a stable nuclei. Growth kinetics define the rate at which a stable nuclei grows to a macroscopic crystal. Advanced techniques offer temperature control to modify supersaturation and crystal size and shape.

Real-Time Monitoring for Modeling and Control
Continuous crystallization is made possible by advances in process modeling and crystallizer design, which leverage the ability to control crystal size distribution in real time by directly monitoring the crystal population.

How Solvent Addition Can Control Crystal Size and Count
In an antisolvent crystallization, the solvent addition rate, addition location and mixing impact local supersaturation in a vessel or pipeline. Scientists and engineers modify crystal size and count by adjusting antisolvent addition protocols and the level of supersaturation.

Generate Supersaturation and Determine Final Crystal Product
A well-designed batch crystallization process is one that can be scaled successfully to production scale - giving the desired crystal size distribution, yield, form and purity. Batch crystallization optimization requires maintaining adequate control of the crystallizer temperature (or solvent composition).
 Determination")
The Building Blocks of Crystallization
Solubility curves are commonly used to illustrate the relationship between solubility, temperature, and solvent type. By plotting temperature vs. solubility, scientists can create the framework needed to develop the desired crystallization process. Once an appropriate solvent is chosen, the solubility curve becomes a critical tool for the development of an effective crystallization process.

Recover Lactose with High Yield and Scalable Process
Lactose crystallization is an industrial practice to separate lactose from whey solutions via controlled crystallization.

Skapa strukturerade, ordnade gitter för komplexa makromolekyler
Protein kristallisering är handlingen och metoden att skapa strukturerade, ordnade gitter för ofta komplexa makromolekyler.

Utforma och optimera seeding-protokollet för förbättrad batchkonsistens
Sådd är ett av de mest kritiska stegen för att optimera kristallisationsbeteendet. Vid utformning av en såddstrategi måste parametrar som fröstorlek, fröbelastning (massa) och frötillsatstemperatur beaktas. Dessa parametrar är i allmänhet optimerade baserat på processkinetik och de önskade slutliga partikelegenskaperna, och måste förbli konsekventa under uppskalning och tekniköverföring.

Detect and Prevent Oiling Out (Liquid-Liquid Phase Separation)
Liquid-Liquid phase separation, or oiling out, is an often difficult to detect particle mechanism that can occur during crystallization processes.

Improve Crystallization with Inline Particle Size, Shape, and Count Measurement
In-process probe-based technologies are applied to track particle size and shape changes at full concentration with no dilution or extraction necessary. By tracking the rate and degree of change to particles and crystals in real time, the correct process parameters for crystallization performance can be optimized.

Uppskalning av omrörning, dosering och kristallisation
Att ändra skalan eller blandningsförhållandena i en kristallisator kan direkt påverka kristallisationsprocessens kinetik och den slutliga kristallstorleken. Värme- och massöverföringseffekter är viktiga att ta hänsyn till för kyl- respektive antilösningsmedelssystem, där temperatur- eller koncentrationsgradienter kan ge inhomogenitet i den rådande övermättnadsnivån.

Understand Polymorphism and the Impact of Process Parameters
Crystal polymorphism describes the ability of one chemical compound to crystallize in multiple unit cell configurations, which often show different physical properties.

Drivkraften för kristallisering
Översaturering uppstår när en lösning innehåller mer löst ämne än vad som termodynamiskt borde vara möjligt, givet systemets förhållanden. Översaturering anses vara en viktig drivkraft för kristallisering.

Optimization of Crystal Properties and Process Performance
Recrystallization is a technique used to purify solid compounds by dissolving them in a hot solvent and allowing the solution to cool. During this process, the compound forms pure crystals as the solvent cools, while impurities are excluded. The crystals are then collected, washed, and dried, resulting in a purified solid product. Recrystallization is an essential method for achieving high levels of purity in solid compounds.

Förbättra kristallisationsexperiment med exakt kontroll
MSMPR-kristallisatorn (Mixed Suspension Mixed Product Removal) är en typ av kristallisatorn som används i industriella processer för att producera kristaller med hög renhet.
Crystallization kinetics are characterized in terms of two dominant processes, nucleation kinetics and growth kinetics, occurring during crystallization from solution. Nucleation kinetics describe the rate of formation of a stable nuclei. Growth kinetics define the rate at which a stable nuclei grows to a macroscopic crystal. Advanced techniques offer temperature control to modify supersaturation and crystal size and shape.
A well-designed batch crystallization process is one that can be scaled successfully to production scale - giving the desired crystal size distribution, yield, form and purity. Batch crystallization optimization requires maintaining adequate control of the crystallizer temperature (or solvent composition).
Solubility curves are commonly used to illustrate the relationship between solubility, temperature, and solvent type. By plotting temperature vs. solubility, scientists can create the framework needed to develop the desired crystallization process. Once an appropriate solvent is chosen, the solubility curve becomes a critical tool for the development of an effective crystallization process.
Sådd är ett av de mest kritiska stegen för att optimera kristallisationsbeteendet. Vid utformning av en såddstrategi måste parametrar som fröstorlek, fröbelastning (massa) och frötillsatstemperatur beaktas. Dessa parametrar är i allmänhet optimerade baserat på processkinetik och de önskade slutliga partikelegenskaperna, och måste förbli konsekventa under uppskalning och tekniköverföring.
In-process probe-based technologies are applied to track particle size and shape changes at full concentration with no dilution or extraction necessary. By tracking the rate and degree of change to particles and crystals in real time, the correct process parameters for crystallization performance can be optimized.
Att ändra skalan eller blandningsförhållandena i en kristallisator kan direkt påverka kristallisationsprocessens kinetik och den slutliga kristallstorleken. Värme- och massöverföringseffekter är viktiga att ta hänsyn till för kyl- respektive antilösningsmedelssystem, där temperatur- eller koncentrationsgradienter kan ge inhomogenitet i den rådande övermättnadsnivån.
Recrystallization is a technique used to purify solid compounds by dissolving them in a hot solvent and allowing the solution to cool. During this process, the compound forms pure crystals as the solvent cools, while impurities are excluded. The crystals are then collected, washed, and dried, resulting in a purified solid product. Recrystallization is an essential method for achieving high levels of purity in solid compounds.
Trycksaker
Publikationer om kristallisationstemperaturkontroll
Vitböcker
Dynamiska mekanismer som är viktiga för att förstå kristalliseringsprocesser kan nu observeras med mikroskopi in situ. Ett White Paper förklarar hur l...
This white paper introduces you to the fundamentals of crystallization process development and provides guidance for the design of a high quality crys...
I detta white paper behandlas strategier för att optimera fördelning av kristallstorlek under processutveckling och tillverkning.
Industriell kristallisering är ett viktigt separations och reningssteg i kemiindustrin. Detta white paper visar hur inbyggd partikelteknik används för...
Sådd är ett viktigt steg för att optimera en kristallisationsprocess, vilket säkerställer en konsekvent filtreringshastighet, avkastning, polymorf for...
Scale-up of crystallization is notoriously complicated and companies are under pressure to develop scalable crystallization processes faster - at lowe...
This white paper demonstrates the methodology chemists use to optimize critical crystallization parameters such as temperature profile, addition rates...
I det här faktabladet diskuteras analys av partikelstorlek och traditionella offlinemetoder jämförs med nyare tekniker i processen. Processmetoder möj...
Webbinarier
Eric Fang of Snapdragon discusses how continuous flow chemistry is applicable across the entire value chain. Early implementation of continuous flow...
This webinar introduces case studies and highlights best practices used to overcome crystallization and precipitation challenges. The focus will be on...
The webinar focuses on a semi-quantitative method for the optimization and scale-up of hydrodynamically limited anti-solvent crystallization process....
This webinar introduces case studies and highlights best practices used to overcome crystallization and precipitation challenges. The focus will be on...
Citat
Crystallization and precipitation citation list and publications