
Leitfaden zur Entwicklung von Kristallisationsverfahren
Berücksichtigung der Prozessgröße
Einflüsse der Mischbedingungen
Eine veränderte Skalierung oder wechselnde Mischbedingungen in einem Kristallisator können sich direkt auf die Kinetik des Kristallisationsverfahrens und die Endgröße der Kristalle auswirken. Die Auswirkungen der Wärme- und Massenübertragung spielen eine erheblich Rolle für Kühl- und Anti-Solventien-Systeme, bei denen Temperatur- und Konzentrationsgradienten zu einer Inhomogenität im vorwiegenden Übersättigungsniveau führen können. Dies führt häufig zu Bereichen mit sehr hoher Übersättigung in der Nähe der Behälterwände für eine Kühlkristallisation oder am Zugabeort für Anti-Solvent-Kristallisationen (und reaktiven Kristallisationen.

Vergleich von Mischvorgängen mit unterschiedlicher Skalierung
Bereiche mit hoher Übersättigung können zu einer sehr hohen Keimbildung und hohen Wachstumsraten in bestimmten Bereichen eines großen Kristallisators führen. Dies bedeutet, dass die Kristallgrößenverteilung am Ende des Prozesses stark von der erreichten Verteilung in einer besser gemischten Umgebung im Labor während der Entwicklung abweichen könnte. Wie im Graph auf der rechten Seite gezeigt, führt ein Wechsel von einem 500 ml-Reaktor zu einem 2 l-Reaktor für das gleiche Kristallisationsverfahren zu einer unerwarteten Keimbildung, die durch ParticleTrack erkannt wird. Außerdem steigt die Anzahl der feinkörnigen Kristalle pro Charge erheblich an.

Wiederholbarkeit von Kristallisation
Wechselnde Keimbildungskinetik
Hier wird gezeigt, wie sich die Bildung einer Übersättigung auf die Kristallisation auswirkt. Die Wiederholbarkeit des Keimbildungspunkts für eine nicht-geimpfte Kristallisation wird für ein Anti-Solvent-Kristallisationssystem dargestellt. Wenn für diesen Prozess (rechts) ein Anti-Solvent über der Oberfläche der Flüssigkeit und in der Nähe der Reaktorwände besonders bei hohen Zugaberaten hinzugefügt wird, ist der Keimbildungspunkt extrem inkonsistent und es werden breite Fehlerbalken für diese dreifach ausgeführten Experimente angezeigt (D. O’Grady, M. Barrett, E. Casey, und B. Glennon. (2007) „The Effect of Mixing on the Metastable Zone Width and Nucleation Kinetics in the Anti-solvent Crystallization of Benzoic Acid.“ Chemical Engineering Research and Design, 85, 945 – 952). Außerdem tritt bei der Zugabe eines Anti-Solvents oberhalb der Oberfläche und in der Nähe der Kristallisatorwände die Keimbildung konsistent früher, also bei geringeren Anti-Solvent-Konzentrationen auf. Diese beiden besorgniserregenden Resultate liegen darin begründet, dass bei der Zugabe eines Anti-Solvents in der Nähe der Wand die Mischbedingungen im Kristallisator die Einbringung des Anti-Solvents erschweren und sich eine Übersättigung im Bereich des Zulaufs aufbaut.
Einbringung des Anti-Solvents
Die Auswirkung auf die Kristallisationskinetik
Der Grund für diese erhebliche Inkonsistenz ist die Art der Einbringung des Anti-Solvents in den Behälter. Dieses Video (links) zeigt computerbasierte Experimente numerischer Strömungsdynamik (CFD) für beide oben gezeigten Zugabeorte (Mitte und Wand). Bei der Zugabe eines Anti-Solvents oberhalb der Oberfläche und in der Nähe der Wand ist es schwierig die Flüssigkeit effektiv in die Gesamtlösung einzubringen.Bei der Zugabe eines Anti-Solvents näher am Rührer findet die Einbringung des Anti-Solvents unverzüglich statt. Bei diesem Kristallisationssystem verursacht diese unterschiedliche Einbringung des Anti-Solvents – und die damit verbundene inhomogene Übersättigung im Behälter – erhebliche Differenzen in der Keimbildung und der Konsistenz des Kristallisationsverfahrens.
Auswirkungen von Mischen auf den Bruch
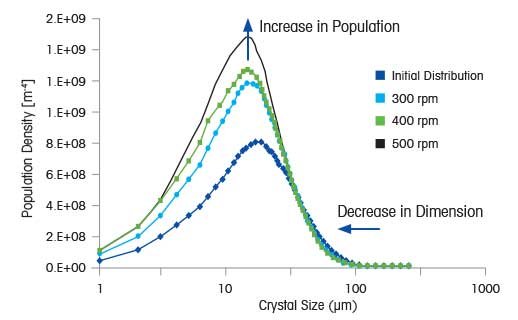
Schergeschwindigkeit
Neben den Auswirkungen der Massenübertragung kann die Schergeschwindigkeit in einem Kristallisator aufgrund von Bruch physikalische Effekte auf die Kristalle haben. Der Kristallbruch ist ebenso wie die Schergeschwindigkeit eine Funktion der Feststoffkonzentration im System. Da sich die Skalierung und die Mischbedingungen ändern, könnten Feststoffkonzentrations- und Schergeschwindigkeitsgradienten von Bedeutung sein. Das bedeutet, dass bei der Skalierung eines Kristallisationsprozesses mehr oder weniger Kristallbruch auftreten könnte. In diesem Beispiel (rechts) werden die mit FBRM-Technologie (ParticleTrack) für einen kontinuierlichen Kristallisationprozess ermittelten Sehnenlängenverteilungen für drei verschiedene Rührintensitäten gezeigt (E. Kougoulos, A.G. Jones, und M.W. Wood-Kaczmar (2005) „Estimation of Crystallization Kinetics for an Organic Fine Chemical Using a Modified Continuous Cooling Mixed Suspension Mixed Product Removal (MSMPR) Crystallizer“, Journal of Crystal Growth, Band 273, Ausgabe 3 – 4, 3 Januar 2005, Seiten 520 – 528). Mit zunehmender Rühr- und Schergeschwindigkeit bewegen sich die Verteilungen im Graph nach links mit einem Anstieg der Anzahl an feinen Kristallen, der den Kristallbruch anzeigt. Dieses Resultat ist allgemeingültig. Da jedoch die Rührintensität ein nicht skalierbarer Parameter ist, kann ein solches Verhalten für veränderte Volumina nur schwer vorausgesagt werden.

Partikelgrößenanalyse zur Prozessoptimierung
In diesem Paper werden die geläufigsten Verfahren zur Partikelgrößenanalyse und deren Verwendung zur Bereitstellung qualitativ hochwertiger Partikel beschrieben. Zu den Beispielen zählen die Verwendung von Offline-Geräten für die Partikelgrößenanalyse in Kombination mit In-Prozess-Partikelcharakterisierungsinstrumenten, um Prozesse zu optimieren.
Technologien zur Überwachung, Optimierung und Steuerung
Kristallisationsverfahren bieten die einzigartige Möglichkeit, gezielt eine optimierte Kristallgröße und Formverteilung zu kontrollieren, um:
- die Filtrations- und Trocknungsdauer zu verkürzen
- Lagerungs-, Transport- und Haltbarkeitsprobleme zu vermeiden
- einen konsistenten und wiederholbaren Prozess bei niedrigeren Kosten sicherzustellen
Applikationen
Anwendungen zur Optimierung der Kristallgröße und -form durch Temperaturregelung

Design und Optimierung eines Seeding-Protokolls für eine verbesserte Batch-Konsistenz
Das Impfen ist einer der kritischsten Schritte bei der Optimierung des Kristallisationsverhaltens. Bei der Entwicklung einer Impfstrategie sind zahlreiche Parameter zu berücksichtigen, z. B. die Impfkristallgröße, Impfmenge (Masse) und Temperatur bei der Zugabe der Impfung. Diese Parameter werden in der Regel gemäß der Prozesskinetik und den gewünschten abschließenden Partikeleigenschaften optimiert und müssen während des Scale-Ups und Technologietransfers konsistent bleiben.

Skalierung von Rühr-, Dosier- und Kristallisationsverfahren
Eine veränderte Skalierung oder wechselnde Mischbedingungen in einem Kristallisator können sich direkt auf die Kinetik des Kristallisationsverfahrens und die Endgröße der Kristalle auswirken. Die Auswirkungen der Wärme- und Massenübertragung spielen eine erheblich Rolle für Kühl- und Anti-Solventien-Systeme, bei denen Temperatur- und Konzentrationsgradienten zu einer Inhomogenität im vorwiegenden Übersättigungsniveau führen können.

Verbessern Sie Kristallisationsexperimente mit präziser Steuerung
Der MSMPR-Kristallisator (Mixed Suspension Mixed Product Removal) ist eine Art Kristallisator, der in industriellen Prozessen zur Herstellung von hochreinen Kristallen eingesetzt wird.

Supersaturation Control Optimizes Crystal Size and Shape
Crystallization kinetics are characterized in terms of two dominant processes, nucleation kinetics and growth kinetics, occurring during crystallization from solution. Nucleation kinetics describe the rate of formation of a stable nuclei. Growth kinetics define the rate at which a stable nuclei grows to a macroscopic crystal. Advanced techniques offer temperature control to modify supersaturation and crystal size and shape.

Echtzeitüberwachung für Modellierung und Steuerung
Kontinuierliche Kristallisation wird durch Fortschritte in der Prozessmodellierung und im Kristallisator-Design ermöglicht, die die Fähigkeit nutzen, die Kristallgrößenverteilung in Echtzeit zu steuern, indem die Kristallpopulation direkt überwacht wird.

Wie die Zugabe von Lösungsmittel Kristallgröße und -anzahl steuern kann
Bei einer Antisolvens-Kristallisation beeinflussen die Zugaberate des Lösungsmittels, der Zugabeort und das Mischen die lokale Übersättigung in einem Behälter oder einer Rohrleitung. Wissenschaftler und Ingenieure verändern die Kristallgröße und -anzahl, indem sie die Zugabeprotokolle des Antisolvens und den Grad der Übersättigung anpassen.

Übersättigung erzeugen und das endgültige Kristallprodukt bestimmen
Ein gut konzipierter Chargenkristallisationsprozess ist ein Prozess, der erfolgreich auf Produktionsmaßstab skaliert werden kann – und dabei die gewünschte Kristallgrößenverteilung, Ausbeute, Form und Reinheit liefert. Die Optimierung der Chargenkristallisation erfordert eine ausreichende Kontrolle der Temperatur des Kristallisators (oder der Lösungsmittelzusammensetzung).
")
Die Bausteine der Kristallisation
Solubilitätskurven werden häufig verwendet, um die Beziehung zwischen Löslichkeit, Temperatur und Lösungsmittelart zu veranschaulichen. Durch das Auftragen von Temperatur gegen Löslichkeit können Wissenschaftler den Rahmen schaffen, der für die Entwicklung des gewünschten Kristallisationsprozesses erforderlich ist. Sobald ein geeignetes Lösungsmittel ausgewählt wurde, wird die Löslichkeitskurve zu einem entscheidenden Instrument für die Entwicklung eines effektiven Kristallisationsprozesses.

Laktose mit hoher Ausbeute und skalierbarem Prozess zurückgewinnen
Laktosekristallisation ist ein industrielles Verfahren, um Laktose aus Molkelösungen durch kontrollierte Kristallisation abzutrennen.

Create structured, ordered lattices for complex macromolecules
Protein crystallization is the process and method for producing structured, ordered lattices for often complex macromolecules.

Erkennen und Verhindern von Ausölung (Flüssig-Flüssig-Phasentrennung)
Flüssig-Flüssig-Phasentrennung oder Ausölung ist ein oft schwer zu erkennender Partikelmechanismus, der während Kristallisationsprozessen auftreten kann.

Verbessern Sie die Kristallisation mit Inline-Messung von Partikelgröße, -form und -anzahl
In-Prozess-Sonden-Technologien werden eingesetzt, um Änderungen der Partikelgröße und -form bei voller Konzentration ohne Verdünnung oder Extraktion zu verfolgen. Durch die Echtzeitverfolgung von Ausmaß und Geschwindigkeit der Veränderungen von Partikeln und Kristallen können die richtigen Prozessparameter für die Kristallisationsleistung optimiert werden.

Polymorphie und die Auswirkungen von Prozessparametern verstehen
Kristallpolymorphie beschreibt die Fähigkeit einer chemischen Verbindung, in mehreren Einheitszellkonfigurationen zu kristallisieren, die oft unterschiedliche physikalische Eigenschaften aufweisen.

Die treibende Kraft der Kristallisation
Übersättigung tritt auf, wenn eine Lösung mehr gelösten Stoff enthält, als thermodynamisch unter den gegebenen Systembedingungen möglich sein sollte. Übersättigung gilt als Hauptantrieb für die Kristallisation.

Optimierung der Kristalleigenschaften und der Prozessleistung
Rekristallisation ist eine Technik zur Reinigung fester Verbindungen, bei der diese in einem heißen Lösungsmittel gelöst und die Lösung anschließend abgekühlt wird. Während dieses Prozesses bildet die Verbindung reine Kristalle, während Verunreinigungen ausgeschlossen werden. Die Kristalle werden dann gesammelt, gewaschen und getrocknet, was zu einem gereinigten festen Produkt führt. Die Rekristallisation ist eine wesentliche Methode, um hohe Reinheitsgrade bei festen Verbindungen zu erreichen.
Das Impfen ist einer der kritischsten Schritte bei der Optimierung des Kristallisationsverhaltens. Bei der Entwicklung einer Impfstrategie sind zahlreiche Parameter zu berücksichtigen, z. B. die Impfkristallgröße, Impfmenge (Masse) und Temperatur bei der Zugabe der Impfung. Diese Parameter werden in der Regel gemäß der Prozesskinetik und den gewünschten abschließenden Partikeleigenschaften optimiert und müssen während des Scale-Ups und Technologietransfers konsistent bleiben.
Eine veränderte Skalierung oder wechselnde Mischbedingungen in einem Kristallisator können sich direkt auf die Kinetik des Kristallisationsverfahrens und die Endgröße der Kristalle auswirken. Die Auswirkungen der Wärme- und Massenübertragung spielen eine erheblich Rolle für Kühl- und Anti-Solventien-Systeme, bei denen Temperatur- und Konzentrationsgradienten zu einer Inhomogenität im vorwiegenden Übersättigungsniveau führen können.
Crystallization kinetics are characterized in terms of two dominant processes, nucleation kinetics and growth kinetics, occurring during crystallization from solution. Nucleation kinetics describe the rate of formation of a stable nuclei. Growth kinetics define the rate at which a stable nuclei grows to a macroscopic crystal. Advanced techniques offer temperature control to modify supersaturation and crystal size and shape.
Bei einer Antisolvens-Kristallisation beeinflussen die Zugaberate des Lösungsmittels, der Zugabeort und das Mischen die lokale Übersättigung in einem Behälter oder einer Rohrleitung. Wissenschaftler und Ingenieure verändern die Kristallgröße und -anzahl, indem sie die Zugabeprotokolle des Antisolvens und den Grad der Übersättigung anpassen.
Ein gut konzipierter Chargenkristallisationsprozess ist ein Prozess, der erfolgreich auf Produktionsmaßstab skaliert werden kann – und dabei die gewünschte Kristallgrößenverteilung, Ausbeute, Form und Reinheit liefert. Die Optimierung der Chargenkristallisation erfordert eine ausreichende Kontrolle der Temperatur des Kristallisators (oder der Lösungsmittelzusammensetzung).
Solubilitätskurven werden häufig verwendet, um die Beziehung zwischen Löslichkeit, Temperatur und Lösungsmittelart zu veranschaulichen. Durch das Auftragen von Temperatur gegen Löslichkeit können Wissenschaftler den Rahmen schaffen, der für die Entwicklung des gewünschten Kristallisationsprozesses erforderlich ist. Sobald ein geeignetes Lösungsmittel ausgewählt wurde, wird die Löslichkeitskurve zu einem entscheidenden Instrument für die Entwicklung eines effektiven Kristallisationsprozesses.
In-Prozess-Sonden-Technologien werden eingesetzt, um Änderungen der Partikelgröße und -form bei voller Konzentration ohne Verdünnung oder Extraktion zu verfolgen. Durch die Echtzeitverfolgung von Ausmaß und Geschwindigkeit der Veränderungen von Partikeln und Kristallen können die richtigen Prozessparameter für die Kristallisationsleistung optimiert werden.
Rekristallisation ist eine Technik zur Reinigung fester Verbindungen, bei der diese in einem heißen Lösungsmittel gelöst und die Lösung anschließend abgekühlt wird. Während dieses Prozesses bildet die Verbindung reine Kristalle, während Verunreinigungen ausgeschlossen werden. Die Kristalle werden dann gesammelt, gewaschen und getrocknet, was zu einem gereinigten festen Produkt führt. Die Rekristallisation ist eine wesentliche Methode, um hohe Reinheitsgrade bei festen Verbindungen zu erreichen.
Publikationen
Veröffentlichungen zur Temperaturregelung bei der Kristallisation
White Paper
Dynamische Prozesse, die bei der Analyse von Kristallisationsvorgängen von grosser Bedeutung sind, können nun mithilfe der In-Situ-Mikroskopie beobach...
Die Qualität des Kristallisationsprozesses hat einen grossen Einfluss auf die Qualität des Endprodukts. In unserem neuen White Paper werden die Grundl...
In diesem White Paper werden Strategien zur Optimierung der Kristallgrössenverteilung bei der Prozessentwicklung und Herstellung beschrieben.
Die industrielle Kristallisation ist ein entscheidender Abscheidungs- und Reinigungsschritt in der chemischen Industrie. Dieses White Paper erläutert...
Die Aussaat ist ein wichtiger Schritt bei der Optimierung eines Kristallisationsprozesses und gewährleistet eine konsistente Filtrationsrate, Ausbeute...
Die Echtzeitüberwachung der Kristallisation bietet Vorteile, die sich in verbesserte Methoden für die Verfahrensentwicklung, Optimierung und das Scale...
Dieses Whitepaper beschreibt die Methodik von Chemikern bei der Optimierung kritischer Kristallisationsparameter
In diesem White Paper wird die Partikelgrössenanalyse erläutert, wobei herkömmliche Offline-Methoden mit neueren In-Prozess-Techniken verglichen werde...
Webinare
Eric Fang von Snapdragon spricht über die Anwendbarkeit von Strömungschemie in der gesamten Wertschöpfungskette. Eine frühe Einbindung von Strömungsch...
This webinar introduces case studies and highlights best practices used to overcome crystallization and precipitation challenges. The focus will be on...
Das Webinar befasst sich mit einer semi-quantitativen Methode für die Optimierung und das Scale-up eines hydrodynamisch begrenzten Antilösungsmittel-K...
This webinar introduces case studies and highlights best practices used to overcome crystallization and precipitation challenges. The focus will be on...
Veröffentlichungen
Crystallization and precipitation citation list and publications
Verwandte Produkte
Technologie zur Temperaturregelung bei der Kristallisation

ReactIR
In-situ-FTIR-Spektrometer ermöglichen Wissenschaftlern Einblicke in ihre Reaktionen und Prozesse in einer Vielzahl von Anwendungen. Optimieren Sie Reaktionsvariablen mit Inline-FTI...

Partikelgrössenanalysatoren
Verstehen, optimieren und kontrollieren Sie Partikel und Tröpfchen in Echtzeit mit In-situ-Partikelgrössenanalysatoren.

Reaktions-Kalorimeter
Reaktionskalorimeter messen die Menge an Energie, die durch eine chemische oder physikalische Reaktion in der chemischen und pharmazeutischen Entwicklung freigesetzt oder absorbier...