Method Development in Thermal Analysis: Part 1
Introduction
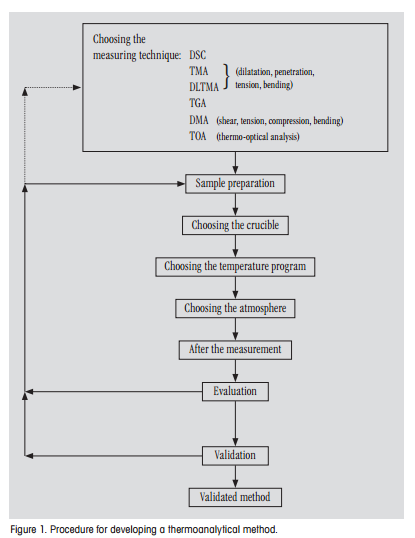
The development and validation of methods is of major importance in today’s quality assurance systems. The starting point is usually a trial method that is then optimized and validated in several iterative steps. The final result is a validated method that is used for SOPs (SOP: Standard Operating Procedure). The development and validation of a measurement procedure is time-consuming and costly. This means it is important to start off with a good trial method right from the beginning. The following article attempts to systematize the development of thermoanalytical methods and discusses the most important aspects involved. Figure 1 presents an overview of this process.
Step 1: Choosing the Right Measurement Technique
The analytical task
Method development begins with precisely defining the information you hope to get from an analysis of the sample.
Typical questions could for example be
- At what temperature does the glass transition occur?
- Does the sample exhibit polymorphism?
- How pure is my product?
- What is the moisture content of my sample? and so on
Depending on the analytical task and the information required, you first have to decide which measurement technique to use. Table 1 presents an overview of the application possibilities of various thermoanalytical measurement techniques.
“Sensitivity”
The most important considerations at this point are basic questions that have to do with later validation of the method:
- Is the sensitivity of the method good enough to obtain the desired information?
- What possible consequences arise from the sensitivity of the method, e.g. with regard to sample size or heating rate?
- What accuracy can I expect to achieve?
- Is the accuracy sufficient for my purposes?
- Do any interfering effects have to be taken into account? Are the effects more serious with one measurement technique than with another (robustness of method)?
To answer these questions, one needs to understand the operating principles of the instruments and to have had practical experience. Particularly important is information on the signal-to-noise ratio, the long-term stability or drift, and measurement reproducibility.
Example:
What is the smallest mass loss step that can be resolved by TGA?
Answer:
The decisive point in this case is the signal-to-noise ratio of the measurement signal (balance and surroundings). As a rule of thumb, a measurable mass change should be at least four times greater than the background noise signal. Assuming that the noise is 1 µg, the minimum step height is 4 µg. If the sample mass is 10 mg, this means that mass changes of the order of 0.4 per thousand can be measured.
 |
Recommendations
For DSC, we recommend the use of the small 20-µL aluminum crucibles: these crucibles have the lowest heat capacity and give the best sensitivity and time resolution. For the TGA, we recommend the 30-µL alumina crucible as standard crucible. If the temperature range of the measurement is below 600 °C, and if a reaction with the sample is not expected, the 40-µL aluminum crucible can also be used for TGA. The advantages are the excellent thermal conductivity and a much better SDTA signal due to its low heat capacity. In addition, the crucible can be disposed of after use and does not have to be cleaned.
Besides the standard crucibles, we also offer a variety of special crucibles manufactured from different materials (gold, platinum, copper, sapphire and Pyrex glass) for different conditions (normal, medium and high pressure). They are available in a number of different sizes.
Method Development in Thermal Analysis. Part 1 | Thermal Analysis Application No. UC 211 | Application published in METTLER TOLEDO Thermal Analysis UserCom 21

