Quality Assurance of Polymeric Molded Parts by DSC. Part 2: Process Control
Introduction
Although the quality of technical plastic products is primarily influenced by their morphology (microstructure of the materials used), in practice, quality assessment very often only consists of determining the dimensional accuracy of the parts. In other words, a plastic part meets the quality requirements if its dimensions are within the specified tolerances. However, to satisfy the quality profile for plastic parts more closely, it is often necessary in quality assurance to include parameters that characterize the morphology of the parts. A relatively simple and rapid way to determine these parameters is to use differential scanning calorimetry (DSC).
In the first part of this article series, we discussed applications of DSC for the incoming goods control of polymers. This second part covers practical examples of the use of DSC in process control.
Temperature of the Polymer Mass
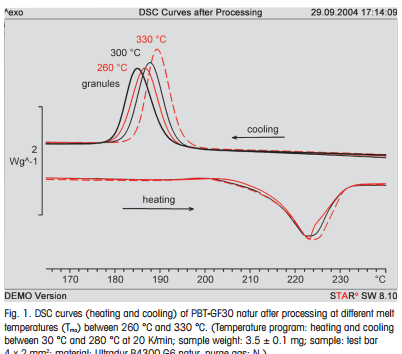
In the processing of semicrystalline plastics, the choice of the melt temperature is a decisive factor for the quality of molded parts. Temperatures that are too high lead to thermal degradation of the polymer and thereby impair the mechanical properties of the product. With increasing thermal disruption, progressive chain degradation leads to an increase in crystallization rate. This is illustrated in the DSC curves displayed in Figure 1 using polybutylene terephthalate (PBT) as an example. The heating curves show only small effects originating from the melt temperature. The cooling curves, however, reveal marked changes in the position and shape of the crystallization peaks. Due to the greater crystallization rate, with higher melt temperatures the peak temperatures increase and the peaks become narrower and higher.
Influence of Longer Dwell Times
When residues of production material (recyclable material) are used, the dwell time of the material in the molten state in the plastifying unit increases. The increased thermal stress that the material is subjected to can significantly reduce the quality of the molded part and limits the possibilities for recycling. These aspects are particularly important with the new innovative injection molding processes such as thin-wall technology and micro-injection molding. Here, because the weight of each shot is small, the dwell time of the molten polymer in the plastifying unit of the injection-molding machine increases to 2 to 9 minutes.
The influence of the dwell time on the crystallization behavior on cooling from the melt is illustrated in the cooling curves of unreinforced PBT natur shown in Figure 2. Here the polymer mass spent between 3.7 and 18.1 min in the injection molding process at a temperature of 290 °C. As has already been discussed in the previous paragraph, progressive degradation due to increased thermal stress of the polymer melt causes a change in the shape of the crystallization peak and a shift to higher temperatures. In a similar way to that described in the Section “Evaluating the quality of molded parts” (page 11), this information can be used to evaluate the quality of the recyclable material. The degradation of the polymer during its dwell time in the plastifying unit was also confirmed by measurement of the viscosity number.
Influence of Mold Temperature
In the processing of plastics, factors such as the melt temperature and mold temperature determine the processibility and the cooling rate of the polymer melt. Since the morphology of the plastic parts depends on the cooling conditions, their properties are of course also influenced. Maintaining an optimum temperature in the mold is therefore a very important factor in the injection molding of thermoplastics.
With semicrystalline polymers, there is a relationship between the degree of crystallinity and the cooling rate and hence also the mold temperature. To a large extent this therefore determines the shrinkage behavior of the plastic parts (see Fig. 3).
The influence of the surface temperature of the mold on the morphology of polymers can be seen in the crystallization effect observed as an exothermic peak between the glass transition and the melting peak in a DSC heating measurement. This is illustrated in Figure 4 using polyamide (PA-GF20) as an example. The crystallization occurs at significantly lower temperatures if the mold temperature is below the glass transition temperature (here 80 °C). For optimum injection molding of plastics the rule is that the mold temperature should be higher than the glass transition temperature. Otherwise tight tolerance limits cannot be maintained and possible distortion may occur that cannot be corrected.
Detection of the Annealing Conditions
Molded parts are often subjected to an annealing process after production to ensure that their properties remain constant during their usable lifetime.
The annealing process changes the morphological structure of the parts through crystallization. These structural changes can be detected by analyzing the melting behavior of the parts using DSC. Examples to illustrate this are shown in Figures 5 and 6 for a glass-fiber reinforced polyamide.
 |
Conclusions
The examples presented in this series on quality assurance in plastics technology show very clearly how useful the DSC technique is in this field. It enables plastic molding material and the molded parts produced from it to be reliably characterized, and yields a vast amount of meaningful and relevant information. It can be used to identify polymers and determine their melting and crystallization behavior.
DSC furthermore allows possible production-induced polymer degradation to be qualitatively and quantitatively measured, which in turn permits the quality of molded parts to be assessed. DSC is also a good method to study the productioninduced morphology of semicrystalline thermoplastics.
Quality Assurance of Plastic Molded Parts by DSC. Part 2: Process Control | Thermal Analysis Application No. UC 203 | Application published in METTLER TOLEDO Thermal Analysis UserCom 20