Quality Assurance of Polymeric Molded Parts by DSC. Part 1: Incoming Materials
The article describes several practical applications that illustrate the use of DSC for the quality control of plastic molded parts. It explains how DSC can be used to identify materials and detect differences between batches. The influence of additives such as colorants and stabilizers is also discussed.
Introduction
The quality of incoming plastic molding materials is often only assessed by characterizing their flow properties in the melt or in solution, in particular by measuring the melt flow index (MFI) or the viscosity index (VI) in solution. These rheological methods do not however identify the material or allow information to be obtained about melting and solidification behavior, although the latter is directly relevant to the properties of the molded parts produced.
This article discusses different applications of DSC for the quality control of incoming materials using practical examples. Part 2 of this series will deal with the use of DSC for process and production control.
Material Identification
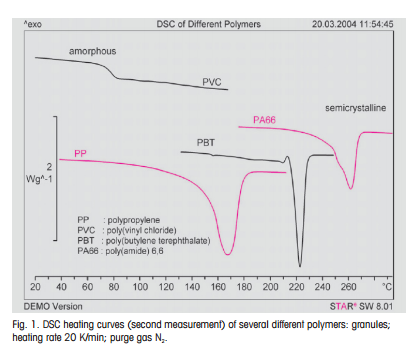
Semicrystalline polymeric materials melt over a temperature range characteristic of the particular type of polymer concerned whereas amorphous molding materials usually exhibit a pronounced glass transition. For this reason, melting temperatures are used to identify semicrystalline thermoplastic molding materials, and glass transition temperatures amorphous materials. Figure 1 shows the DSC second heating curves of several different polymers. Prior to each measurement, the sample was first heated to eliminate the possible effects of thermal and mechanical history and then cooled reproducibly under control. The melting temperature is taken to be the maximum of the melting peak.
DSC can also distinguish between different variations within a particular class of polymers. This is illustrated in Figure 2, which shows the melting behavior of a POM (polyoxymethylene) homopolymer and a POM copolymer. While the molecules of the homopolymer consist of just one type of monomer, the molecules of the copolymer contain different monomers. These differences in molecular structure influence the melting behavior of the materials. In this particular case, the melting temperature of the copolymer is about 10 K lower than that of the homopolymer.
Differences between Batches
Plastic molding materials are usually produced in batches. Individual batches may differ because of variations in the polymer synthesis and in compounding. Such differences can be measured by DSC and evaluated. For example, Figure 3 shows the DSC heating and cooling curves of three different batches of the same standard type of POM (POM black). Significant differences in crystallization behavior can be seen in the cooling curves, particularly in the width and temperature maximum of the crystallization peaks. Under defined cooling conditions, different morphological structures are formed when the polymer melt solidifies. This influences the properties of the individual molded parts. Applied to the field of plastics processing, this means that the functional properties of the molded parts can differ due to differences in the materials from batch to batch even though the same processing conditions were used in production. The properties of the parts with respect to quality may therefore also be different.
Stabilizers
Raw polymers are stabilized to prevent thermal and oxidative aging. In the DSC method, the effect of the stabilizer is assessed by measuring the sample in an oxidative atmosphere (oxygen or air as purge gas). In particular, the beginning of the thermal oxidative degradation of the polymer is measured. Figure 4 shows the behavior of four polypropylene (PP) samples containing different concentrations of thermostabilizers. The decomposition of the PP sample without stabilizer begins immediately after melting is completed. With larger stabilizer contents, the onset of decomposition is shifted to higher temperatures. A stabilizer content of 2% or more ensures that the molding material is adequately stabilized with regard to aging. A closer examination of the curves shows the presence of a small peak at 116 °C. This can be assigned to the melting of the thermostabilizer.
 |
Conclusions
DSC is an excellent method for the quality control and characterization of incoming materials. The analysis of glass transitions, melting and crystallization processes, and chemical reactions provides important information on the identity and stability of the molding materials as well as the influence of different types of additives. Comprehensive information on the sample preparation and application possibilities of DSC in plastics technology is given in the DSC technical manual. This book can be obtained from Prof. Dr.- Ing. Achim Frick at the Fachhochschule Aalen.
Quality Assurance of Plastic Molded Parts by DSC Part 1: Incoming Materials | Thermal Analysis Application No. UC 195 | Application published in METTLER TOLEDO Thermal Analysis UserCom 19

